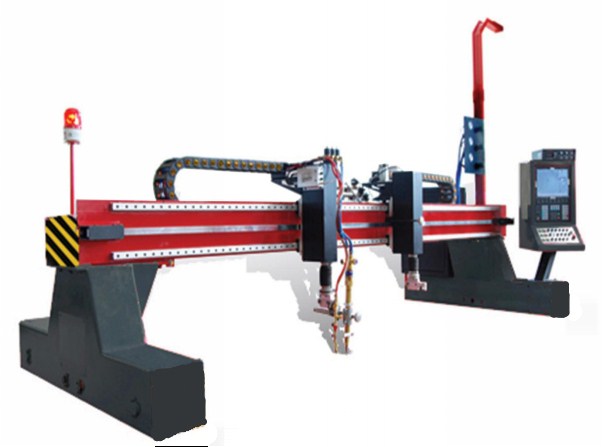
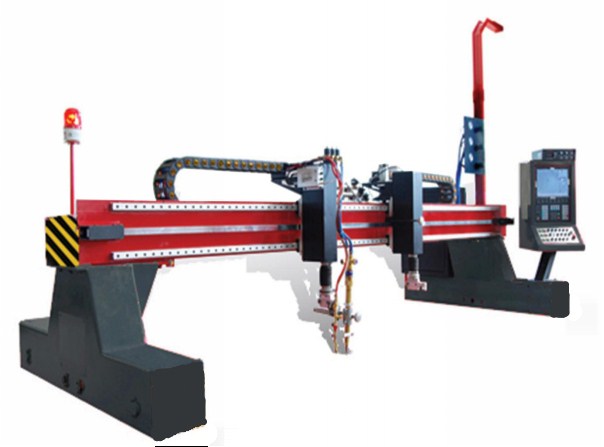
龍門數控火焰等離子切割機
技術方案
型號:QL40/120
橫向導軌跨度:4000mm
縱向導軌長度:12000mm
QL40/120龍門數控火焰等離子切割機

(落地式圖片僅供參考)
1.技術參數
橫向導軌間距 4000mm
有效切割寬度 3300mm(2把割炬時)
縱向導軌長度 12000mm
有效切割長度 10000mm
割炬升降高度 ≤200mm
切割速度 50-3500mm/min
割臺尺寸 3200×10000 mm
2.主要配置
|
序號
|
主要設備部件名稱
|
品牌、型號
|
數量
|
備注
|
說明
|
|
1
|
數控切割機主機
|
全聯成套QL40
|
1臺
|
————
|
橫梁加長型
|
|
2
|
數控系統
|
上海交大F2500B
|
1臺
|
17寸屏
|
|
|
3
|
電控柜
|
全聯成套
|
1套
|
抗等離子干擾
|
————
|
|
4
|
電機與驅動
|
LEADSHINE V2.0
|
3套
|
雙邊驅動
|
|
|
5
|
減速機
|
臺灣NICLAS
|
3套
|
精密行星減速機
|
|
|
6
|
電磁閥
|
臺灣亞德克
|
1組
|
————
|
|
|
7
|
數控火焰割炬
|
無錫 250mm
|
1套
|
全銅
|
————
|
|
8
|
弧壓自動調高
|
LIDE(合資)
|
1套
|
————
|
————
|
|
9
|
等離子電源
|
LGK-63A
|
1套
|
zui佳:6mm
穿孔:10mm
|
|
|
10
|
數控等離子割炬
|
與等離子電源同步
|
1把
|
————
|
————
|
|
11
|
氣管
|
意大利FITT
|
若干
|
————
|
|
|
12
|
開關電源
|
臺灣明緯
|
1套
|
————
|
————
|
|
13
|
套料軟件
|
STARCAM
|
1套
|
斯達峰
|
————
|
|
14
|
縱向導軌
|
上海重機24kg
|
12米
|
精磨加工
|
————
|
|
15
|
橫向導軌
|
臺灣20直線方軌
|
2根
|
高精度
|
|
|
15
|
水箱式割臺
|
2M*2M
|
5個
|
網格臺
|
|
|
16
|
工字加高鋼基礎
|
12米/邊
|
2邊
|
定制
|
|
|
17
|
支持板頂頭
|
耐割型
|
100個
|
|
|
3.隨機配件及文件清單
|
序號
|
名稱
|
規格
|
數量
|
|
1
|
產品合格證
|
——
|
1份
|
|
產品說明書
|
——
|
1份
|
|
2
|
火焰割嘴
|
0#--3#
|
4套
|
4.功能特點
1)機械部分
整機外型設計簡潔。
橫梁采取直線導軌方式。
橫梁采用箱式結構龍門式機架,焊接后進行振動時效處理,以消除內應力,使之在長年使用中不發生變形。
機械傳動系統全部采用精密滾動軸承和加工精度為國標7級的精密齒輪與齒條的嚙合。
驅動系統采用中德合資的行星減速器,其輸入、輸出誤差僅16弧分,同時,在橫向、縱向齒輪傳動結構中,增加了自動補償間隙的裝置,使之傳動結構能準確執行數控系統發出的指令。
主動端梁:縱向軌道夾緊裝置采用自動導向結構,不采用偏心輪夾緊結構,靠自動導向結構的彈簧力,使其在兩根軌道結合處的行走平穩,不會產生夾緊輪偏緊、偏松現象。
所有在設備外觀能見到的鋼結構件、螺釘,均采用發黑或鍍鉻處理。
2)控制部分
彩色液晶顯示器
全中文操作界面
在加工中可進行任意加工軌跡返回
具有自動穿孔功能
可返回任意切割起點位置
加工中可隨時調整切割速度
輸入方式:手動數據輸入、U盤輸入
自動診斷檢驗操作準備狀態和程序完整性
完善的火焰、等離子切割機控制接口及操作界面
前置USB接口
3)工作環境(系統)
1.電源電壓 220V±10%
2. 電源頻率 50Hz±1%
3.輸入功率 1000W
4.環境溫度 0-50℃
5.相對濕度 95%(不凝結)
4)機械精度
導軌的安裝精度:
a. 主導軌的直線度 ±0.2mm/m
b. 主導軌的縱向水平度 ±0.3mm/m ±2mm/全長
d. 二導軌之間的平行度 <±2mm/軌距
機器精度:
a. 縱向有效行程 > 標稱尺寸20mm
b. 橫向有效行程 > 標稱尺寸10mm
c. 直線定位精度 ±0.3mm/m
d. 直線重復精度 ±0.3mm/m GB誤差≤±0.5mm;
e. 割炬行程 ≤200mm QB(出廠標準)誤差≤±0.3mm
f. 切割速度 設定速度的±5%
g. 割炬升降精度 ±0.5 mm
5.安裝調試、環保驗收等方面采取的技術和組織措施
QL40切割機的安裝和調試
龍門切割機的縱向導軌需安裝到牢固的基座上。常用的基座有如圖1-1所示的水泥基座和工字鋼基座兩種。基礎的中心距,與所定購的龍門切割機跨度一致。
為減少切割時的灰塵,可將基礎做成水池式,使切割時的割渣掉落水中。
1)縱向導軌的安裝
縱向導軌出廠前已經作過必要的連接調整,因此縱向導軌安裝時必須按導軌上的標記進行對應連接。導軌安裝時,齒條均向外。
導軌安裝時,既要保證每列導軌的直線度和水平度,還要保證兩列導軌的中心距和相互水平。兩列縱向導軌的中心距與橫向跨度一致。
相應調整附件隨機配備,其結構和調整原理如圖1-2所示。
圖中件6與基礎上相應墊板焊接,件2與件6為一整體,件1用于調整導軌的高低與水平,件5用于調整導軌的中心距和直線度,調整結束,擰緊螺母3經件4壓緊導軌。
2)間隙調整及平衡配重
切割機的間隙包括導向間隙、平衡間隙和傳動間隙三個部分。設備安裝調試時,需要對隙均進行調整。同時在使用一段時間后,還需要對間隙進行一次調整。
3)導向間隙調整
導向間隙,指兩導向滾輪與前導軌兩導向側面的間隙。有橫向滑架(或割炬拖板)對橫向前導軌(或橫梁)的導向間隙和縱向滑架對縱向前導軌的導向間隙。
導向間隙過大,會影響X方向與Y方向的垂直度和移動精度。用手輕輕轉動前導軌兩側的導向滾輪,即可感覺到導向間隙的大小。
在每一對導向輪中,其內側導向輪采用偏心軸方式安裝,在其上方有供調整的軸伸端。轉動該偏心軸,即可調整導向間隙。調整時,切忌將導向滾輪過緊地壓向道軌側面,一般采用輕輕轉動偏心軸,當感覺到導向滾輪壓到道軌側面時,再反轉一小角度,使其有一很小的間隙,然后將偏心軸鎖緊。
縱向滑架對縱向前導軌有兩對導向輪,因而也有兩個調整偏心軸。
橫向滑架對橫向前道軌的導向,與縱向滑架對縱向前道軌的導向結構上類似,調整方法也一致。
4)平衡間隙的調整
縱向滑架經支撐滾輪和平衡滾輪作用到縱向后導軌上,夾住后導軌的上、下道軌面,以保證X道軌的水平位置。兩滾輪對上、下道軌面的間隙,稱為平衡間隙。
為調整平衡間隙,平衡滾輪也是經一偏心軸固定。轉動該偏心軸,即可調整平衡間隙。其調整方法及注意事項與導向間隙類似。
5)傳動間隙的調整
切割機X及Y方向的移動,均是步進電機經齒輪及齒輪齒條傳動來實現的,其傳動原理如圖1-3所示(有的X方向采用行星傳動)。圖中齒條分別固定在縱向前導軌與橫向前導軌上。
傳動系統是否間隙較大,從運行噪音即可判斷。傳動間隙,在設備使用一段時間后,應進行一次調整。
傳動箱內小齒輪與步進電機輸出軸固聯在一起,大齒輪經軸在傳動箱上定位。因此,傳動箱內齒輪傳動間隙的調整,可松開步進電機對傳動箱的固定,將步進電機與小齒輪一起向大齒輪方向靠緊后再固緊即可。調整時,以消除間隙為目的,但不能使齒輪與齒輪靠得太緊。
傳動箱分別與橫向滑架和縱向滑架固定。齒輪與齒條的間隙調整,可松開傳動箱在滑架上的固定螺栓,將整個傳動箱向齒條靠緊后再固緊即可。同樣,調整時以消除間隙為目的,不能使齒輪與齒條靠得太緊。
可以用劃線的方式來檢查間隙.用圖板、圖紙和鉛筆,劃出如圖1-4所示的圖形,假設BC為X正方向,且線段CD與線段EF長度一致,由圖可以看出,線段CD是在正走了線段AB之后再走的線段,因而其長度不會受到縱向間隙的影,而線段EF則有從正走之后再反向走出的線段,因而其長度會受到間隙的影響。亦即如果線段FG不能與線段BC很好的重合,則說明系統存在有Y方向的傳動間隙。
6)加機油
切割機使用前,須向縱向與橫向傳動箱中加入適量機油。同時,每三個月檢查一次油面高度,每年更換一次機油。傳動箱蓋板上有一個M12加油螺栓,卸開該螺栓,從螺孔中向機箱中加入潤滑機油,然后再將螺栓擰上即可。油面高度以大齒輪侵在油中為準。
7)接氣管
聯接氧氣和乙炔氣管。連結處接頭尺寸與一般手用割炬接頭一致。
當縱向切割范圍較大時,對進氣管和供電電纜,需采用高架拖引的方式,使氣管和電纜在一定高度的位置前后移動,如圖1-5示。縱向滑梁一般用10#。
6、STARCAM 繪圖套料軟件
STARCAM 繪圖套料軟件是由繪圖模塊(StarCAM)、套料模塊(StarNEST)和數控代碼仿真模塊(StarPLOT)三個模塊組成,每個模塊可獨立運行,也可互相調用。支持多種數控切割控制機的數控編程。其中:
1、 繪圖模塊可完成切割零件的圖形繪制、編輯、縮放、拷貝、陣列、旋轉等操作;支持其它格式的CAD 圖形文件(如:CAM、DXF、DWG、IGES)的導入編輯和導出操作,支持用戶圖庫管理;并可對CAD 圖形進行優化處理。可對零件生成切割路徑和數控加工所需的加工代碼。
2、套料模塊可完成在矩形板材或余料板材上進行多零件的批量零件套料,支持短線連割、共邊和橋接技術,減少穿孔數量,提高板材利用率,速度快、效率高,支持手工套料、矩陣套料、交互套料和余料套料,并可快速生成多種數控切割設備所需的數控代碼。
3、 仿真模塊可對以上兩模塊生成的NC 代碼進行計算機圖形仿真,并可單步運行、逐步跟蹤,支持仿真過程中的NC 代碼編輯修改,可驗證NC 代碼的正確性和合理性,提高生產效率,并可對加工成本進行估算。
STARCAM 繪圖套料軟件的新特性
4、 自動位置捕捉功能:與傳統繪圖軟件接軌,加入控制點捕捉功能(中點、端點、象限點、交點、實體點等),提高了軟件的可操作性。提高了繪圖速度和可交互性。
5、 窗口標尺顯示功能:加入的窗口標尺功能可直觀反映零件的尺寸、板材尺寸的大小,標尺可隨零件縮放動態變化,用戶可直觀看出零件大小及座標位置。
6、 增加實體選中時的特殊顯示功能:提高用戶可識別性。并增加了輪廓線縮放方向指示,方便用戶選擇。
7、 增加了刀具路徑補償后的尖角過渡處理:防止在零件圖形在進行刀具路徑補償后出現的輪廓線斷線、失真等問題。
8、 支持對其它圖形文件格式的導入編輯:可對AUTOCAD、FASTCAM 等圖形格式文件的導入/導出操作及編輯操作。
9、 智能修剪功能:可快速完成對圖形線段、圓弧的修剪、刪除操作,方法簡單實用。
10、 增加了用戶圖庫管理功能,用戶可將常用零件分類加入至用戶圖形庫中,供以后套料使用。
11、 自動路徑設置功能:利用該功能可快速的生成零件的加工路徑和引入引出線,并可對引入引出線的位置進行動態修改,減少零件干涉提高板材利用率。支持補償線顯示功能,使用戶可直觀看到補償量的大小。
12、CAD 清除與CAD 壓縮功能:CAD 清除功能用于清除CAD 圖形中多余的線段和重復的實體。CAD 壓縮功能可將圖形文件中的大量小線段進行壓縮,減少實體數量提高切割效率。
13、 套料模塊中增加了短線連割功能,在各零件引入引出線相距較近時,上一零件的引出線直接連續切割至下一零件的引入線,不必重新穿孔,減少了穿孔數量。
14、 套料模塊中增加了全共邊排料功能,對于大量具有直線輪廓的零件,套料時直接按割縫寬度進行排料,共邊處只切割一次,大大減少了穿孔數量和切割長度。
15、 套料模塊中增加了畫線橋接功能,利用橋接線使多個零件輪廓連成一個輪廓,減少了穿孔數量,可有效延長割矩壽命。
16、 增加了生成余料板材和余料套料功能,可對加工余料自動生成余料板材文件,供用戶在以后切割中插入余料板材進行套料。
17、 增加了控制文件修改工具,用戶可按所用控制系統的代碼格式編輯NC 代碼后置處理文件,以保證生成的NC 代碼適合自己所用的控制系統
7.設備主要清單
|
序號
|
項 目
|
規格
|
數量
|
備注
|
|
1
|
主機
|
QL40/12
|
1臺
|
含導軌
|
|
2
|
水箱式割臺
|
3M*2M
|
5個
|
網格臺
|
|
3
|
工字加高鋼基礎
|
12米/邊
|
2邊
|
定制
|
|
4
|
支持板頂頭
|
耐割型
|
100個
|
|
|
5
|
等離子電源
|
LGK-63
|
1臺
|
可選配
|

數控龍門等離子火焰切割機


















 陜公網安備 61011102000521號
陜公網安備 61011102000521號
{kind=link}